

<thead id="noepu"></thead>
發布時間:2026-06-05 訪問次數:14
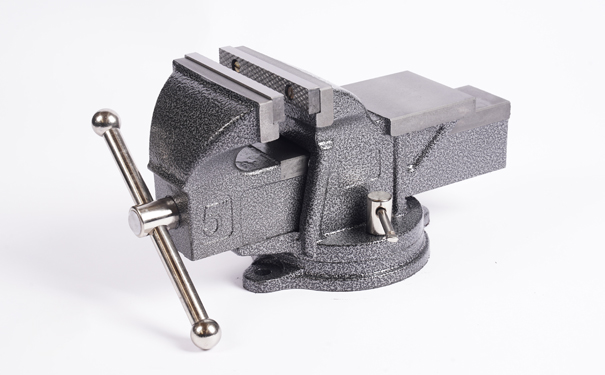
在機械加工、數控銑削及精密裝配等作業中,平口鉗作為基礎且關鍵的夾持工具,其性能直接關系到工件的加工質量與生產效率。面對市場上琳瑯滿目的產品,采購者或使用者應當將目光聚焦于“幾何精度”與“鉗口硬度”這兩個核心技術指標,通過科學評估選出契合實際工況的工具。
一、幾何精度的量化考量
平口鉗的精度主要體現在鉗口的平行度、垂直度以及導軌面的平整度上。高精度的平口鉗能夠確保工件在裝夾后不發生偏移或翹起,從而保障加工尺寸的準確性。在查閱技術參數時,應重點關注平行度和垂直度的公差范圍。例如,常規工業級平口鉗的導軌平行度誤差通常控制在0.015mm/100mm以內,而高精密型號則能將這一數值壓縮至0.005mm/100mm甚至更低。此外,優質的平口鉗還會對鉗身底面與定位鍵槽的相對位置進行嚴格校準,以確保多臺設備組合使用時依然保持高度的同軸度與一致性。
二、鉗口硬度的材質解析
鉗口的硬度決定了平口鉗的耐磨性、抗變形能力以及使用壽命。硬度不足會導致鉗口在長期夾持重型工件或頻繁受力后出現凹陷、磨損,進而喪失原有的夾持精度。一般而言,普通碳鋼平口鉗的硬度可能在HRC40左右,適合輕負荷作業;而采用20CrMnTi等優質合金鋼制造并經過滲碳、高溫淬火處理的平口鉗,其表面硬度通常能達到HRC50至HRC60之間。這種高硬度不僅賦予了鉗口優異的抗壓強度,還能有效抵抗鐵屑劃傷和金屬疲勞,特別適合重切削和高頻次使用的嚴苛環境。
三、綜合評估與實際應用匹配
除了直接查看參數表上的硬度值和精度公差外,還需結合實際使用場景進行綜合判斷。如果用于磨床或高精度加工中心,建議選擇帶有防翹設計(如內置半圓球結構產生向下分力)且表面粗糙度達到Ra0.8μm以下的高精平口鉗;而對于常規的粗加工或手工裝配,適當放寬精度要求以換取更高的性價比則是更為務實的選擇。同時,還應留意絲桿是否經過淬火加硬處理,以及是否配備推力軸承等細節,這些都會影響操作的順滑度與夾緊力的穩定性。
總而言之,選購平口鉗并非單純追求參數的拔高,而是要在精度、硬度與預算之間找到合理的平衡點。通過對關鍵指標的細致甄別,方能挑選出既滿足當前加工需求,又具備良好耐用性的可靠夾具。